


Funktionale Gradierung – Vom Traum zur Wirklichkeit
Der Erkenntnis, dass integrale Bauteileigenschaften sich immer nur an der höchsten Beanspruchung orientieren können, diese allerdings häufig nur in lokal begrenzten Bauteilbereichen auftreten, folgte bereits vor vielen Jahren die Idee gradierter, also am tatsächlichen Beanspruchungsprofil orientierter Eigenschaften.


Maßgeschneidert für die Herausforderungen der Zukunft
Über lange Zeit fehlte jedoch der entscheidende Transmissionsschritt in die industrielle Massenproduktion.
Mit seinen ersten Entwicklungen Mitte der 1990er Jahre hat Professor Steinhoff gezeigt, dass ein solcher Ansatz dann auf monolithische Werkstücke aus traditionellen Konstruktionswerkstoffen anwendbar ist, wenn es gelingt, geometrische Komplexität mit einer ebenso komplexen Verteilung der Materialeigenschaften innerhalb eines einzigen Bauteils prozesstechnisch zu synchronisieren.
Sein Lösungsansatz, Umformprozesse mit örtlich und zeitlich variabler Temperaturführung, war für die industrielle Massenproduktion funktional gradierter Bauteile bahnbrechend.
DURCHSTARTEN IN DEN AUTOMOBILEN LEICHTBAU
Nachdem auf der Grundlage seiner fundierten Kenntnisse zur integralen Wärmebehandlung und Warmumformung das so genannte Presshärten in den unter Sicherheitsaspekten hoch sensiblen Kernbereich der Fahrzeugstruktur Einzug halten konnte, lag es für Professor Steinhoff nahe, in einem nächsten Schritt seine zu diesem Zeitpunkt bereits seit mehr als einem Jahrzehnt erprobten Kenntnisse zur Eigenschaftsgradierung als Lösungsansatz für einen effektiven Leichtbau einerseits und die gleichzeitig häufig gegenläufigen Anforderungen an ein multiples Crash-Management andererseits ins Spiel zu bringen.
Als für den Ankopplungsbereich des unteren B-Säulen-Abschnittes an die Bodengruppe die Unvereinbarkeit von beim Presshärten erzielbaren höchsten Festigkeiten und der hier zur Energieabsorption geforderten Duktilität sich zu einem zunehmend kritischen Moment zu entwickeln drohten, lag die Lösung damit auf der Hand:
Einstellung einer thermo-mechanisch maßgeschneiderten Eigenschaftsverteilung als integraler Bestandteil des Presshärtens.




Umwandlung kinetischer Energie beim Seitenaufprall über eine kontrollierte plastische Deformation des weichen Fußbereiches der B-Säule in die Bodenstruktur des Fahrzeuges. Nr 9 © 3DMI/Shutterstock.com; Montage METAKUS Nr 10 © 3DMI/Shutterstock.com; Montage METAKUS Nr 11 & 12 © Insurance Institute for Highway Safety, Arlington, Virginia USA | www.iihs.org

2006: Erstmaliger Einsatz einer thermo-mechanisch maßgeschneiderten Karosseriekomponente in der automobilen Großserienfertigung. Der hoch duktile Fußbereich der B-Säulen-Verstärkung ermöglicht eine kontrollierte Energieabsorption, der ultrahochfeste Mittel- und Kopfbereich bietet Intrusionswiderstand und Überrollstabilität. Nr 3 © imageBROKER / Alamy Stock Foto; Montage © METAKUS Nr 4 © CoverSpot Photography / Alamy Stock Foto; Montage © METAKUS
Eine globale Erfolgsstory
Mehr als 2 Jahrzehnte nach der ersten Idee konnte sich dieser neuartige Gestaltungs-ansatz somit ab Anfang der 2000er Jahre im Bereich der Herstellung von ultra-leichten und gleichzeitig hoch sicheren Karosseriekomponenten für den Fahrzeugbau zu einem globalen Megatrend entwickeln.

2006: Die differentielle Zwischenkühlung während des Presshärtens wird erstmalig in der Großserienfertigung zur gezielten Eigenschaftsgradierung von Karosseriekomponenten eingesetzt. (links) 2004: Charakteristischer hart-weich Härteverlauf in einer B-Säulen-Verstärkung nach dem Presshärten in einem Werkzeug mit örtlich und zeitlich variabler thermischer Prozessführung (differentielle Kühlung). (Mitte) 2011: Härteverlauf und thermographisch erfasstes Temperaturprofil einer maßgeschneidert erwärmten B-Säulen-Platine. Komplexes weich-hart Muster durch differentielle Zwischenkühlung mit einer „Masken“-Vorrichtung. (rechts)
AM SCHNITTPUNKT VON FORSCHUNG UND PRAXIS
Aus dieser bahnbrechenden Idee und der einzigartigen Expertise von Professor Steinhoff und seinem Team konnte sich seit 2005 mit Ersteinrichtung des Anwendungszentrums METAKUS im Umfeld der Universität Kassel ein technologischer Hot-Spot für das Presshärten von Weltrang entwickeln. Zahllose Impulse haben dort ihren Ursprung genommen und wesentliche Entwicklungen wurden von hier aus für den Einzug in die industrielle Serienfertigung zur Marktreife gebracht. Für eine Vielzahl von Experten in der Presshärtetechnologie war und ist METAKUS deren Kaderschmiede.
Diese unschätzbaren Ressourcen stellen heute den „genetischen Code“ der METAKUS Automotive mit ihrem umfangreichen Leistungsportfolio im Bereich der Presshärtetechnologie dar. Nach mehr als 2 Jahrzehnten ist Professor Steinhoff immer noch dessen Mentor, jedoch stellen eine Vielzahl ausgewiesener Experten eine Kontinuität und Leistungsfähigkeit sicher, die im internationalen Umfeld ihres Gleichen suchen.


Aufbruch in eine sichere Zukunft
Es war das erste Mal in der Historie der Karosseriefertigung, dass derart geometrisch hoch komplexe und ultra-hochfeste Komponenten mit Hilfe des Presshärtens in industrieller Großserienfertigung hergestellt und in den Fahrzeugen verbaut wurden.

2004: Start der Serienfertigung für die Komponenten des ersten ultrahochfesten „Sicherheitskäfig“-Designs für die Fahrgastzelle des Volkswagen „Passat“. Erfolgreiche Implementierung des Presshärtens in die Großserienfertigung im Volkswagenwerk Kassel. Nr 1 © Christina Czybik/VWPics / Alamy Stock Foto Nr 2 © Christina Czybik/VWPics / Alamy Stock Foto Nr 6 © METAKUS / Foto: Mario Zgoll

SICHERHEIT VON ANFANG AN
Dabei war die Technologie des Presshärtens im Grunde seit Anfang der 70er Jahre des letzten Jahrhunderts bekannt. Pressgehärtete Strukturkomponenten wurden seit Mitte der 80er Jahre erstmalig im Karosseriebau eingesetzt. Zu diesem Zeitpunkt ging es jedoch einzig und allein darum, eine Lösung für die gestiegenen Sicherheitsanforderungen für die Fahrzeuginsassen zu finden. Ergebnis waren einfache, profilähnliche Verstärkungskomponenten, die vorwiegend zur Erhöhung der Intrusionssicherheit im Falle des Seitenaufpralls in den Fahrzeugtüren verbaut wurden. Diese Komponenten waren allerdings alles andere als leicht.
STAHL, ALLES ANDERE ALS EIN SCHWERGEWICHT
Mit dem seit den 90er Jahren dramatisch gewachsenen Bewusstsein, dass Umwelt- und Klimaschutz auch und vor allem einschneidende Maßnahmen im Bereich des Individualtransportes verlangen, wurden Forderungen nach einem effektiven Leichtbau für Personenfahrzeuge zunehmend lauter.
Dass der Werkstoff Stahl aufgrund seines wirtschaftlichen und technischen Potenzials dabei nach wie vor eine gewichtige, allerdings deutlich gewichtsreduzierte Rolle spielen sollte, erschien unumgänglich.
Zentrales Kriterium für den Leichtbau war und ist nach wie vor dabei eine möglichst hohe intrinsische Belastbarkeit durch die Einstellung höchster Werkstofffestigkeiten.


WÄRME, DER SCHLÜSSEL ZU HÖCHSTEN FESTIGKEITEN
Bewegt man sich allerdings zu derart hohen Festigkeiten, dann grenzt sich die Auswahl verfügbarer Stähle auf solche Güten ein, die ihre Eigenschaften erst durch eine gezielte Wärmebehandlung entfalten.
Genau diese Gruppe von Stählen adressiert das Presshärten. Dabei ist es die Besonderheit, dass durch Einbettung der Formgebung in den Temperatur-Zeit-Zyklus des Härtens nicht nur die erwarteten höchsten Festigkeiten erreicht werden, sondern auch überaus komplexe Bauteilgeometrieen mit vergleichsweise geringen Formgebungskräften in einem einzigen Prozessschritt eingestellt werden können.
Mit den in der Fahrgastzelle des Passat ab 2004 in Serie verbauten pressgehärteten Komponenten wurde eine bisher nie dagewesene Leichtbaudimension gepaart mit höchster Sicherheit erreicht.
MEILENSTEIN IM AUTOMOBILEN LEICHTBAU
Für Professor Weißner besteht kein Zweifel: Die erfolgreiche Implementierung des Presshärtens in der Großserienfertigung bei der Volkswagen AG wäre ohne die maßgebliche Wegbereitung und Unterstützung durch Professor Steinhoff und seinem Team undenkbar gewesen. Rückblickend stellt dies einen Meilenstein für die zukünftige Gestaltung und Herstellung von Leichtbaustrukturkomponenten für den Automobilbau dar.
Die Keimzelle der heutigen METAKUS Automotive wurde dabei 2007 bereits mit der Grundsteinlegung des gleichnamigen Technologiezentrums in Kassel gelegt. Dessen Geschäftsführer war über lange Jahre nach Eintritt in seinen Ruhestand Professor Weißner. Über weit mehr als ein Jahrzehnt wurden hier die wesentlichen Bausteine des genetischen Codes des Presshärtens unter der wissenschaftlichen Leitung von Professor Steinhoff geprägt.



News
METAKUS Furnace Inspect Systeme: mobile Kamerabox- und Endoskopsysteme für Hochtemperaturanwendungen in industriellen Wärmebehandlungsanlagen!
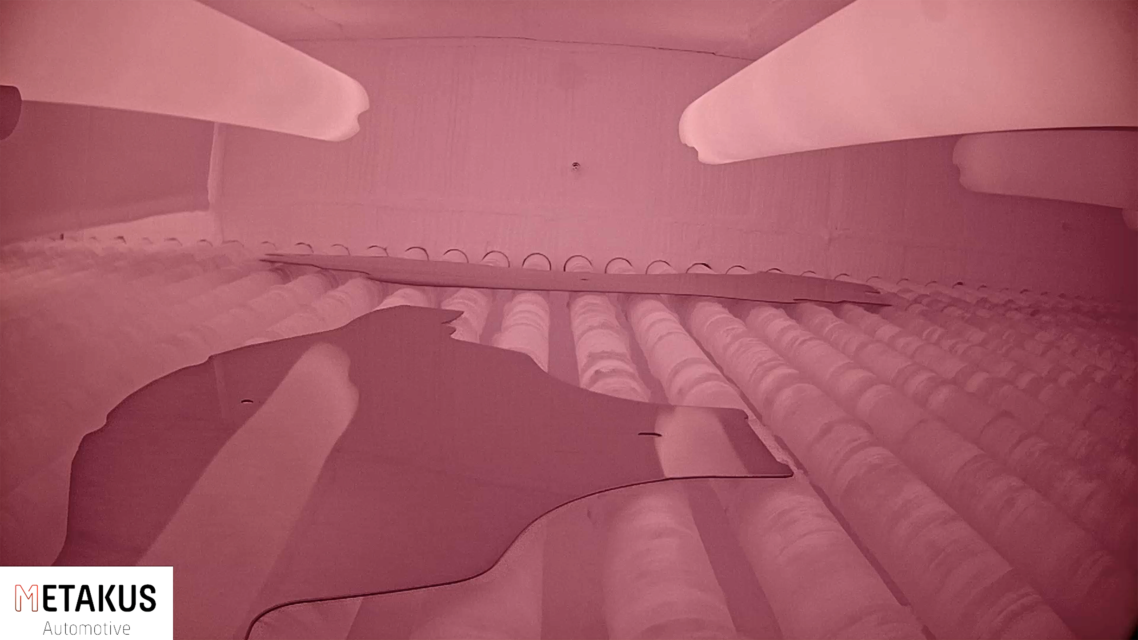
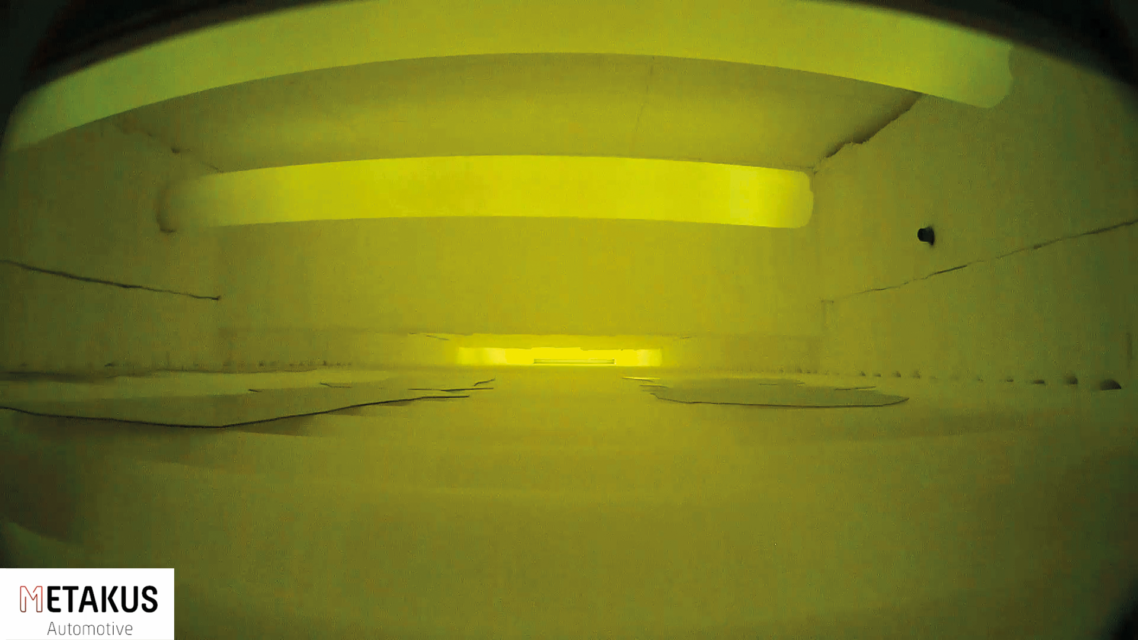

Bei höchsten Temperaturen die kleinsten Prozessveränderungen erkennen!
Das seit 2020 im Markt eingeführte Produktportfolio im Bereich der Ofeninspektionssysteme mit integrierter Temperatursensorik hat sich inzwischen als fester Bestandteil der Echtzeit-Prozessüberwachung bei nahezu allen namhaften Technologie-Playern im Bereich des Presshärtens – sowohl OEM als auch Tier 1-Zulieferer – fest etabliert und bewährt. Die Vorteile dieser neuartigen Systeme liegen dabei neben der Kompatibilität zu allen heute in Serienanwendung befindlichen Wärmebehandlungsanlagen des Presshärtens vor allen Dingen auch in ihrer kompakten Bauweise und der einfachen Handhabung. Keiner der bisherigen Anwender möchte aktuell auf die hochauflösenden Aufnahmen mehr verzichten, die eine wertvolle Hilfestellung bei den folgenden Problemstellungen bieten:
- Rollenaufbackungen / Rollenbrüche / Rollendurchbiegung
- Platinenversatz
- Risse im Strahlrohr
- Rekuperationsfunktionsprobleme / Brennerdefekte
- Prozessstörungen
- Thermischer Verzug der Platinen (Patch, TWB, TRB)
- Reduzierung von Materialausschuss
- Inspektion des Ofeninnenraums und Isolierungszustand
- Anteil Ofenschrott / Instandhaltungs- und Wartungsarbeiten
- Integrierte Temperatursensorik
- Identifizierung kritischer Zonen.
Aufgrund der hochwertigen Systemqualität, hervorragenden Handhabung und signifikanten Prozessvorteile befürwortet nicht umsonst unter anderem die schwartz GmbH, Marktführer für die Herstellung industrieller Wärmehandlungsanlagen im Bereich des Presshärtens, den Einsatz der MFI-Modelle.
Baunatal, ein Ort, wo die Technologiesymbiose zwischen KMU und OEM gelebt wird

Anlässlich des Besuches der Bürgermeisterin der Stadt Baunatal, Manuela Strube, und des Wirtschaftförderers, Klaus-Peter Metz, im Volkswagenwerk in Baunatal konnten beide sich von der beeindruckenden Symbiose aus Fertigungsinfrastruktur bei Volkswagen und Know-How-Support durch die Spezialisten der ebenfalls in Baunatal ansässigen METAKUS Automotive GmbH überzeugen.
Im Fokus stand dabei die Fertigung von warm umgeformten Karosseriekomponenten, die sich nicht nur durch ihr überaus geringes Gewicht, sondern vor allen Dingen auch durch ihre hohe Crash-Beständigkeit auszeichnen. Dass der globale Durchbruch dieser Technologie seinen Anfang vor nunmehr fast 20 Jahren genau dort in Baunatal genommen hat, ist dabei mehr als nur eine Randnotiz.
Fritz-Eckhard Emmeluth, stellvertretender Produktionsleiter, erläuterte eindrücklich, dass der mit 12 Fertigungslinien weltweit größte Produktionsstandort für warmumgeformte Karosseriekomponenten im Volkswagenwerk in Baunatal ohne die Expertise der Warmumformspezialisten um Agim Ademaj bei METAKUS von Beginn an sicher nicht in gleicher Form gelungen wäre.
Alles in allem ein markantes Beispiel für das lebendige Hochtechnologienetzwerk am Standort Baunatal!
Neues Lehrbuch zum Presshärten!

Professor Steinhoff hat jüngst sein neues Lehrbuch mit dem Titel „Presshärten – Von der Theorie zur Anwendung“ zur Verwendung zur Aus- und Weiterbildung in Studium und Beruf vorgestellt.
